期刊信息
主办:天津市合成材料工业研究所有限公司
主管:天津渤海化工集团有限责任公司
ISSN:1002-7432
CN:12-1159/TQ
语言:中文
周期:双月
影响因子:0.254658
数据库收录:
北大核心期刊(2008版);北大核心期刊(2011版);北大核心期刊(2014版);北大核心期刊(2017版);化学文摘(网络版);中国科学引文数据库(2011-2012);中国科学引文数据库(2013-2014);中国科学引文数据库(2015-2016);中国科学引文数据库(2017-2018);中国科学引文数据库(2019-2020);日本科学技术振兴机构数据库;中国科技核心期刊;期刊分类:有机化工
期刊热词:
简讯
热塑性包覆热固性:从HP-RTM到预浸带,激光烧蚀
【作者】网站采编
【关键词】
【摘要】一种行业领先的集成成型单元, 仅用2分钟的循环时间, 即在一个生产单元中 实现了无需粘合剂的混合复合材料部件的功能化生产。 从HP-RTM到预浸带 最初的想法是采用C-RTM制造环氧C
一种行业领先的集成成型单元,
仅用2分钟的循环时间,
即在一个生产单元中
实现了无需粘合剂的混合复合材料部件的功能化生产。
从HP-RTM到预浸带
最初的想法是采用C-RTM制造环氧CFRP 部件,C-RTM是由亚琛工业大学塑料加工研究院(简称“IKV”)开发的一种高压树脂传递模塑成型(HP-RTM)工艺,也称为“间隙浸渍”。
然而,在此期间,基于带材的自动化工艺开始挑战无卷曲织物(简称“NCF”)的液态成型,据说这使切割废料减少了30%。
快速固化液态环氧树脂也被扩展成预浸材料,使得模压成型以1~2min的潜在循环时间而极具吸引力。
针对示范件的外壳,评估了4种单向预浸料。利用Broetje-Automation公司(德国Rastede)的STAXX带材铺放单元,这些材料被转变成净形状的二维订制坯料。
在被放入OPTO-Light成型单元之前,采用自动化的预成型设备,如Broetje-Automation公司的STAXX带材铺放单元,将预浸丝束和预浸带转变成净形状的二维订制坯料(图片来自亚琛工业大学AZL)
然后对订制坯料进行预成型,以为铺放到OPTO-Light成型单元中作好准备(图片来自亚琛工业大学AZL)
之后,采用朗盛(德国科隆)的30%短玻纤增强聚酰胺6(GF/PA6)Durethan BKV 30 H2.0 材料,对成型好的CFRP壳体进行二次成型。
一台克劳斯玛菲的CXW-200-380/180 SpinForm注塑机被选作OPTO-Light制造单元的基础设备并被安装在AZL。该机采用专门开发的水平转模板技术,使得多组分注塑成型得以实现。
安装在水平转模板上的模具拥有两个不同的成型型腔,用于两种不同的成型工艺,即环氧预浸料的模压成型和热塑性塑料的二次注射成型。
“以前没有人发明过这样的模具。”Schares介绍说。
宝马和克劳斯玛菲花费了数周时间,最终落实了两项工艺的所有要求,包括:基于不同温区的公差、转动精度和对热固性树脂的密封,以及注塑成型模具的标准细节。
步骤一:将碳纤维/环氧预浸带预成型件放入OPTO-Light成型单元中
步骤二:预成型件在水平预浸料的模压成型中被固化成一个CFRP的壳体
步骤三:固化的壳体在水平转模板上旋转,多功能激光扫描仪实施部件参照
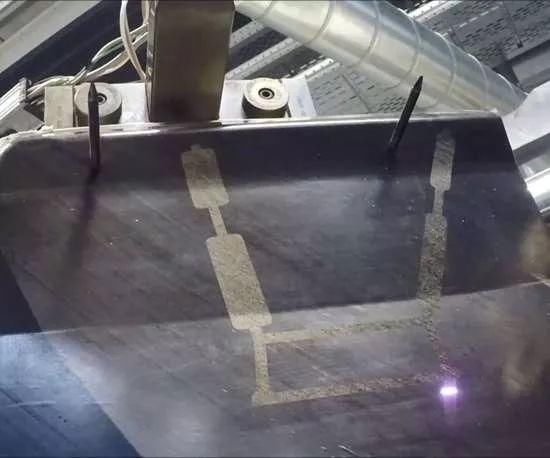 步骤四:在为二次成型作准备时,激光烧蚀去除最上面10μm厚的环氧树脂层
步骤四:在为二次成型作准备时,激光烧蚀去除最上面10μm厚的环氧树脂层
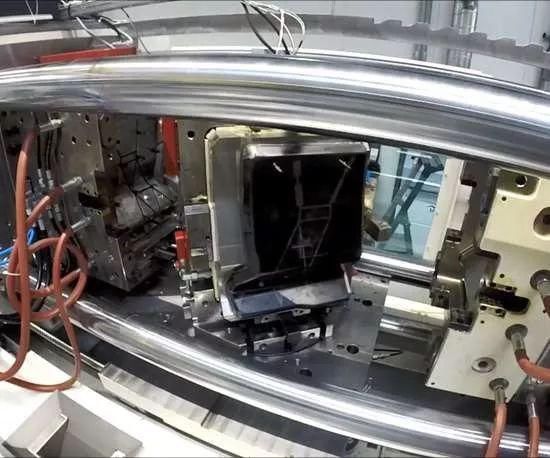 步骤五:预处理的壳体在水平转模板上旋转,以采用短玻纤增强PA6配混料对其进行背部注射成型
步骤五:预处理的壳体在水平转模板上旋转,以采用短玻纤增强PA6配混料对其进行背部注射成型
 步骤六:最终的部件特征是,沿激光预处理的路径进行精确的二次成型
步骤六:最终的部件特征是,沿激光预处理的路径进行精确的二次成型
激光烧蚀和部件参照
由模压成型工艺生产的环氧CFRP壳体必须在热塑性二次成型前得到预处理,以确保在不同的材料之间实现足够的连接强度。
与机械或化学预处理相比,激光烧蚀提供了环境友好的一步法工艺,能实现精确的烧蚀深度和路径,非常适合沿三维表面将肋连接到部件上。
这种烧蚀方法需要局部去除最上面的10μm厚的环氧树脂层来露出碳纤维。这清洁了表面并产生了微结构,从而允许二次成型的配混料能够润湿和渗透暴露的纤维。
多功能激光扫描仪以纳秒脉冲发射波长为1.064nm的激光束。
“你需要高强度,脉冲能最有效地实现这一点。”Schares解释道,“我们尝试了连续波激光,但它却将过多的热应力引入到连接区下方的复合材料层压板中,从而降低了纤维-环氧树脂之间的粘接性。所以,寻找一种适合工艺的束源,以便在工业环境中用于远程加工,这并不容易。”
由于二次成型的肋必须匹配到预处理的区域,因此要求这种烧蚀工艺具有高定位精度。
二次成型的玻璃纤维PA6复合材料的后续放置,则由模具工装严格定义。这样,一种必要的部件参照方法就被AZL开发出来。
“预处理的形状与二次成型配混料之间的偏移应小于300μm。因此,激光扫描场中心点(工具中心点)的精度必须处在相对于基准点150μm的范围内。这一点得到了实现,而且激光预处理的周期不到2min。
“非常重要的是,弗劳恩霍夫生产技术研究所(简称“IPT”)为机器人和激光束的路径产生所作的前期开发工作,这不是小事。”Schares表示。
该系统的确证明了其能力——试验结果表明,二次成型的GF/PA6与环氧CFRP基材之间的剪切强度是27MPa。
文章来源:《热固性树脂》 网址: http://www.rgxsz.cn/zonghexinwen/2021/0209/402.html